
Na początku lat 60. XX w. dotychczasowe metody zarządzania tak dużym zakładem jak Zamech oparte na „ręcznych” obliczeniach coraz częściej zawodziły, szczególnie w zakresie planowania i przygotowania produkcji. Wykonywane w tym zakresie prace były bardzo pracochłonne i uciążliwe ze względu na współudział w nich wielu komórek organizacyjnych. Wymagały licznych opracowań, dla których dane źródłowe pochodziły z ogromnej ilości dokumentów, różniących się między sobą zarówno treścią jak i formą. W tym artykule opowiem, jak 60 lat temu Zamech wdrażał procesy oraz urządzenia będące w istocie protoplastą dziś powszechnie stosowanego oprogramowania typu ERP (ang. Enterprise Resource Planning) służącego do zintegrowanego zarządzania przedsiębiorstwami.
W pierwszej połowie lat 60. XX w. Zamech zaczął wdrażać techniki komputerowe. Dla wsparcia obliczeń konstrukcyjnych od 1961 r. korzystano z użyczanego przez inne przedsiębiorstwa komputera Elliot 803B 1, a w roku 1964 zainstalowano w Zamechu „mózg elektronowy” UMC-1. W tym samym mniej więcej czasie, bo od 1963 r., trwały prace nad wprowadzeniem mechanizacji obliczeń i analiz dotyczących przygotowania i rozliczania produkcji. Do tego celu planowano wykorzystać maszyny licząco-analityczne produkcji radzieckiej zwane „SAM” („sczitatielno-analiticzeskaja maszina”).
Powołano Zakładową Radę Przetwarzania Informacji, która wytyczyła kierunki mechanizacji obliczeń najważniejszych dziedzin gospodarczych przedsiębiorstwa. Do współpracy zaproszono zaangażowane w te procesy komórki organizacyjne zakładu jak również inne przedsiębiorstwa oraz wyspecjalizowane krajowe ośrodki badawcze. Ustalono, że organizacyjnie za przygotowanie i wdrożenie mechanizacji przetwarzania informacji w Zamechu odpowiadać będzie kierowany przez Lesława Witomskiego Dział Studiów i Organizacji. W ramach tego działu, pod kierownictwem Bogdana Lipińskiego, powołano zespół, w którym nad tym tematem pracowało kilku specjalistów z dziedziny materiałowej (Pan Ryński ), technologicznej (Pan Zwolak) i płacowej (Pan Talaśka). Zespół ten wypracował koncepcję procesu przekazywania danych do Stacji Maszyn Licząco-Analitycznych (SMLA) i obróbki tych danych w tej stacji. Dla potrzeb SMLA wszelkiego rodzaju informacje z rozproszonych po całym zakładzie źródeł musiały zostać zaszyfrowane w postaci liczb lub symboli, aby umożliwić zapisywanie tych danych na 80-kolumnowych kartach perforowanych. Do takich informacji należały m.in. karty rozchodu materiału, karty poboru narzędzi, dane z działu personalnego, numery zleceń, rysunki konstrukcyjne, indeks materiałowy, jednostki miar i szereg innych. Trzeba było również ujednolicić formularze dokumentów, karty pracy, przewodniki technologiczne, kwity materiałowe, oraz sporządzić schematy wzajemnie powiązanych dokumentów i opracować ich obieg w zakładzie.
Na potrzeby SMLA przyznano pomieszczenia na parterze budynku A1 o sumarycznej powierzchni 600 m kw., Równocześnie uruchomiono zakup maszyn i adaptację przyznanych pomieszczeń poprzez wyposażenie ich w wentylację oraz wygłuszenie ścian. Prace te zakończono w lipcu 1965 roku, a w sierpniu rozpoczęto montaż urządzeń. Zamechowska Stacja Maszyn Licząco-Analitycznych (SMLA) została uruchomiona oficjalnie w październiku 1965 roku. Jej kierownikiem został Bohdan Lipinski, a jego zastępcą - Kazimierz Sajko.
Konfiguracja urządzeń i proces roboczy
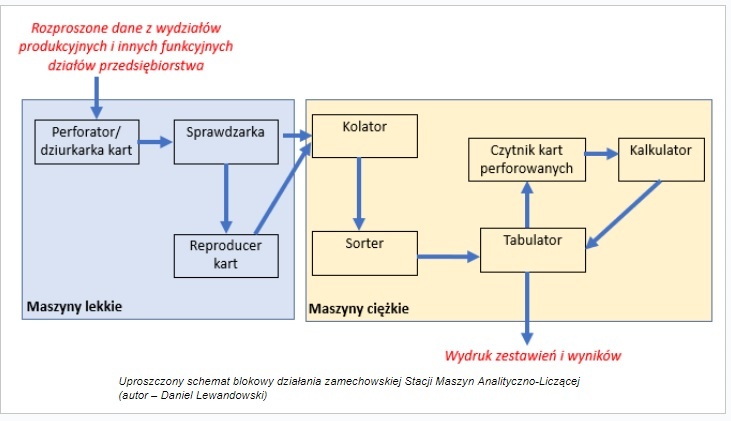
W skład zamechowskiej SMLA wchodziły następujące urządzenia:
- perforatory (dziurkarki) kart, służące do wprowadzania na nich danych poprzez wybijanie dziurek w 80 kolumnach,
- sprawdzarki, służące do weryfikacji poprawności dziurkowania kart,
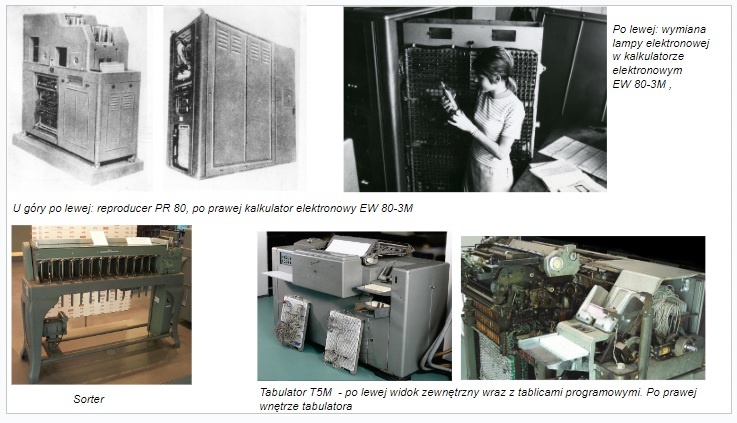
- reproducery kart (PR 80), służące do kopiowania kart już wydziurkowanych,
- kolatory, służące do łączenia różnych kart w pliki według określonych reguł,
- sortery, służące do układania kart w plikach w odpowiedniej kolejności,
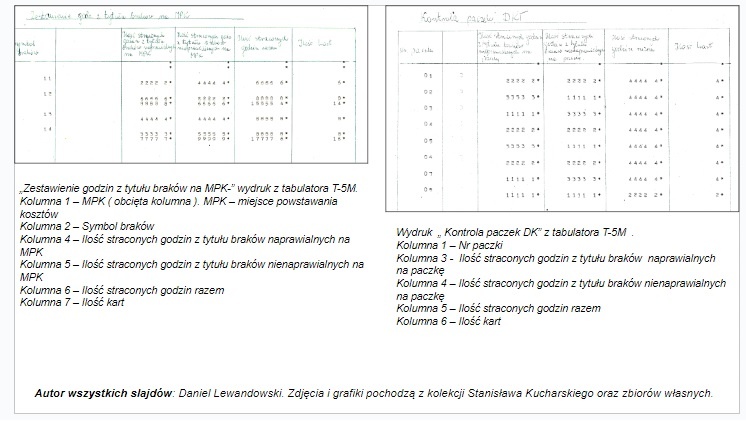
- tabulator T5M, służący do analizy kart wg zadanego algorytmu i drukowania zawartości kart,
- czytniki kart perforowanych, służące do wprowadzania danych do kalkulatora,
- kalkulator EW 80-3M służący do wykonywania obliczeń arytmetycznych.
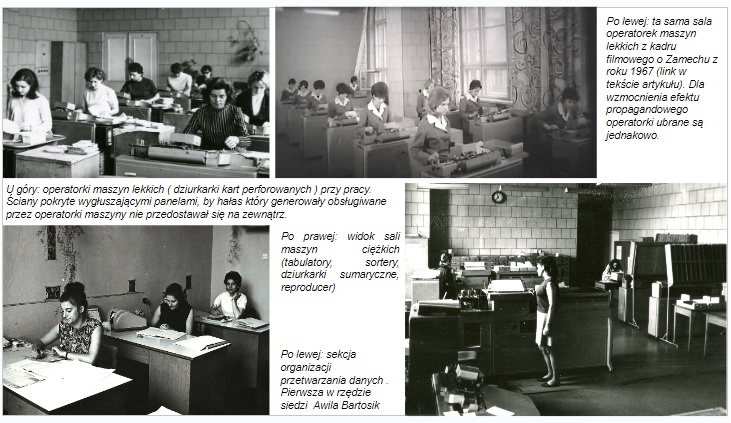
Dziurkowanie kart za pomocą dziurkarek było pracą ręczną, której jakość zależała w decydującym stopniu od kwalifikacji operatorek, ich skupienia, sumienności oraz czytelności zapisów na dokumentach źródłowych itp. Najbardziej doświadczone i wykwalifikowane operatorki dziurkowały do tysiąca kart dziennie. Praktyka wykazywała jednak, że nawet one popełniały do 1% błędów. Z tego powodu karty po wydziurkowaniu musiały być poddane kontroli. Sprawdzarki badały kompletność dziurkowania. W razie stwierdzenia braku kompletności maszyna sygnalizowała błąd. Poprawnie wydziurkowane karty można było kopiować, aby użyć ich jako dane wejściowe w innych analizach. Do kopiowania służyły reproducery. Proces wprowadzania przez operatorki danych na karty pokazuje film pomiędzy 1’10” a 1’30”.
W kolejnym kroku karty należało pogrupować, a następnie w tych grupach ułożyć je w odpowiedniej kolejności, czyli posortować. Służyły do tego kolatory oraz sortery. Za podstawę grupowania, a następnie sortowania, służyły pewne cechy danego zbioru kart. Przykładowo dla sporządzenia zestawienia rozchodu materiałów z magazynu według rodzajów materiałów należało pogrupować karty według symbolu materiału, a dla sporządzenia zestawienia płac według zawodów pracowników – sortować wg symbolu stanowiska pracy
Pogrupowane i posortowane karty trafiały do tabulatora, który wyposażony był w zespół 80 szczotek pozwalających odczytać dane z kart perforowanych oraz specjalne urządzenia, zwane urządzeniami selekcji. Pozwalały one zliczać dane wydziurkowane na kartach w rożny sposób w zależności od treści danej karty.
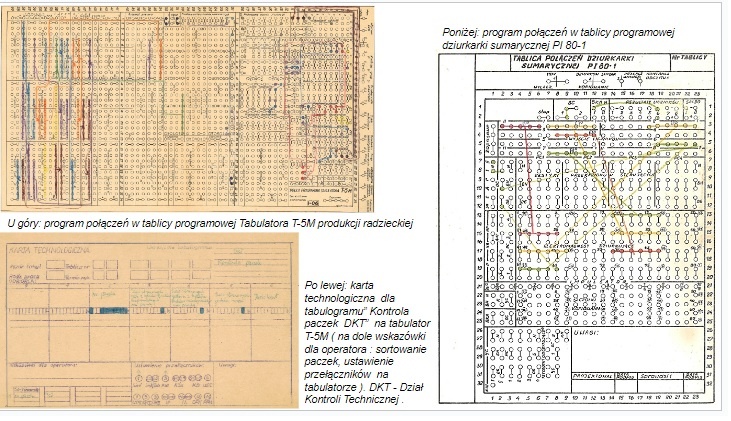
Sposób i kolejność wykonywania poszczególnych czynności w tabulatorze określał specjalny program połączeń (algorytm), opracowany zawczasu dla każdego rodzaju pracy. Program ten zadawano maszynie poprzez zamykanie odpowiednich obwodów elektrycznych maszyny. Do tego celu wykorzystywana była tzw. tablica programowa, do której doprowadzone były końcówki przewodów elektrycznych od aparatury elektrycznej wszystkich podstawowych mechanizmów maszyny.
Wetknięcie końcówek kabli do rożnych gniazd tablicy powodowało zamykanie odpowiednich obwodów elektrycznych maszyny i określone działanie jej poszczególnych zespołów i mechanizmów. Dzięki zastosowaniu w tabulatorach zasady „programowania” można było zrealizować bardzo różnorodne wzory zestawień zależnie od potrzeb określonego opracowania.
Aby zmniejszyć do minimum przestój maszyn w okresie przełączania kabelków na tablicy programowej, tablice w maszynach były wymienne. Zwykle przygotowanych było kilkanaście tablic, jak również niezbędna ilość kabelków do ich podłączenia. Zawczasu przygotowywano program dla każdej określonej pracy, dzięki czemu przejście od wykonywania jednej pracy do drugiej sprowadzało się właściwie do wymiany tablic programowych. Opracowanie programu pracy dla tabulatora było dość skomplikowane i wymagało odpowiedniego przygotowania zawodowego. Pracę tę wykonywali specjaliści, których określano jako organizatorzy – programiści.
Podczas sporządzania zestawień za pomocą tabulatora, oprócz drukowania wyników obliczeń, bardzo często zachodziła konieczność jednoczesnego dziurkowania wyników na nowych (czystych) kartach zbiorczych, podsumowujących dane z większej liczby kart jednostkowych danej grupy. Karty te były potrzebne do sporządzania następnych zestawień. Do tego celu służyły drukarki sumaryczne podłączone bezpośrednio do tabulatora. Karty zbiorcze podawane były przez czytnik danych do kalkulatora celem dokonania dodatkowych analiz.
Po niedługim czasie od uruchomienia SMLA, w miarę wzrostu zakresu przetwarzania danych, ujawniły się ograniczenia związane z wydajnością urządzeń. Było to spowodowane wysokim udziałem w ich konstrukcji elementów mechanicznych ograniczających prędkość ich pracy oraz mała pojemność „pamięci” maszyn, uniemożliwiająca sporządzanie bardziej złożonych zestawień. Problemy te zostały w znacznym stopniu zredukowane po wymianie radzieckich maszyn lekkich na czeskie maszyny Aritma. Były to maszyny w znacznie większym stopniu wykorzystujące elektronikę.
Opisany proces pracy SMLA pozwalał obliczyć np. ilość roboczogodzin produkcji globalnej poszczególnych wytwórni, obciążenie stanowisk pracy na wydziałach, koszty wytwarzania oraz zużycie materiałów w toku procesu produkcyjnego.
Zespół pracowniczy i jego organizacja
Przed uruchomieniem Stacji Maszyn Licząco Analitycznej przeprowadzono szkolenia obsługi technicznej oraz napraw urządzeń i operatorów maszyn pomocniczych (tzw. maszyn lekkich). W Wilnie na paromiesięcznym kursie obsługi technicznej zorganizowanym przez producenta i dostawcę maszyn przebywało dwóch mechaników. Kolejny mechanik przeszedł kurs naprawy i remontów tych maszyn w Moskwie, a jeszcze inny - w związku z wyposażeniem zamechowskiej stacji w angielski kolator - 10–dniowe przeszkolenie prowadzone przez specjalistę angielskiego. Montaż kalkulatora elektronowego EW 80-3M przeprowadzili natomiast specjaliści z Centrali Maszyn Biurowych w Gdańsku, przeszkoleni uprzednio w ZSRR.
Przeszkolone zostały również operatorki maszyn lekkich – dziurkarek, sprawdzarek i reproducerów. Odbywały one praktykę w podobnych do zamechowskiej stacjach w Warszawie, Gdyni, Świdniku i Poznaniu.
SMLA zatrudniała około 35-osobowy zespół, podzielony na kilka sekcji. Na podstawie różnych źródeł udało się ustalić wiele nazwisk osób, które przez lata funkcjonowania SMLA przewinęły się przez jego struktury organizacyjne:
- sekcja obsługi maszyn lekkich (dziurkarki, sprawdzarki, reproducery): Irena Muła, Zdzisława Kołakowska, Ewa Gączewska, Halina Kosiacka, Barbara Kruszewska, Mariola Pikuła, Krystyna Piłat, Wanda Szulc, Renata Wojtkowska, Anna Pilowska, Helena Dybek, Jolanta Fiodorowicz, Alina Niewińska, Grażyna Otremba, Marzena Otremba, Jadwiga Rudzka, Elżbieta Waszczyłko,
- sekcja obsługi maszyn ciężkich (kolatory, sortery, tabulator, kalkulator): Stefan Bylicki, Janusz Skorobecki, Henryk Fijałkowski, Weronika Zajko, Genowefa Ptak, Maria Trykowska, Julianna Zariczna, Danuta Biała, Halina Kujawska, Elżbieta Mątewska, Mirosława Piskorek
- sekcja projektowo-programującej: Panowie Bylicki i Rabizo oraz Waldemar Kania, Weronika Zajko, Anna Szczęsna, Irena Skowrońska, Waldemar Pudlik,
- sekcja maszyn księgujących: Awila Bartosik, Jadwiga Dorsz, Joanna Pająk,
- sekcja konserwacji maszyn: Kazimierz Sajko, Waldemar Kania, Zdzisław Leszczak, Adam Jaśkiewicz, Jerzy Wronkowski, Tadeusz Szuba, Andrzej Malanowski, Andrzej Błajszczak, Janusz Skarżyński, Jerzy Koni, Zenon Mindak, Jerzy Wronkowski
W 1971 roku na mocy zarządzenia Ministerstwa Przemysłu Ciężkiego w Zamechu został powołany Zakładowy Ośrodek Przetwarzania Informacji (ZOPI), którego kierownikiem został Lesław Witomski. ZOPI skonsolidował wszystkie do tej pory działające samodzielne zespoły zajmujące się przetwarzaniem danych i obliczeniami komputerowymi, w tym SMLA, która w nowych strukturach pracowała do czasu przeniesienia przetwarzania danych na nowy komputer Odra 1305, co nastąpiło w 1976 roku. Potem kontynuowała swoją działalność z pewnymi modyfikacjami sprzętowymi do roku 1990, kiedy to po powstaniu ABB Zamech Ltd rozpoczęto intensywne prace nad uruchomieniem nowoczesnego programu do zintegrowanego zarządzania przedsiębiorstwem o nazwie BaaN. Zadanie to ułatwiło ogromne doświadczenie zdobyte w czasie wdrażania i udoskonalania zamechowskiej SMLA.
Daniel Lewandowski
PS. Niniejszy artykuł powstał dzięki nieocenionym i świetnie przygotowanym danym źródłowym, którymi podzielił się ze mną Pan Stanisław Kucharski. Serdecznie dziękuję. Dziękuję też niezmiennie osobom, które nieprzerwanie przekazują mi ciekawe materiały i inspirują mnie do kontynuacji opowieści o Zamechu i jego ludziach. Zapraszam do współpracy i kontaktu pod adresem daniel.lewandowski1967@gmail.com
Do innych moich związanych tematycznie z Zamechem artykułów można dotrzeć wpisując w przeglądarce „zamech*portel”. Oto lista tych, które są najbardziej zbliżone do tematu niniejszego artykułu:
Narzędzia pracy zamechowskich konstruktorów (odc.1, Liczydła i kalkulatory)
Narzędzia pracy zamechowskich konstruktorów (odc.2, Pierwsze maszyny cyfrowe i "mózgi elektronowe")
Techniki kreślarskie w Zamechu (Narzędzia pracy zamechowskich konstruktorów, cz. 4)
Jak Zamech inspirował artystów. Grafiki Haliny Różewicz-Książkiewicz
Zamechowskie Biuro Konstrukcyjne Turbin Parowych
Zamechowskie „maluchy”, czyli turbiny napędowe i przemysłowe małej mocy
Zamechowskie kolosy”, czyli turbiny mocy 25 i 50 MW
Miss Zamechu, czyli kariera zamechowskich „dwusetek”
Trzy generacje zamechowskich turbin ciepłowniczych
Zamechowska przygoda z turbinami 120 MW”
Zamechowska 360-tka i historia jednego czynu społecznego
Zamechowski Ośrodek Naukowo-Badawczy”
Zamechowski niespełniony sen o atomie”
Wspomnienie o Kamilu Czwiertni (1930-2022)
Arcydzieła zamechowskiej pracowni modelarskiej
Jak Zamech budował „Dar Młodzieży”. Wspomnienie o Lechosławie Rutkowiaku
EFUK. Czy ktoś jeszcze pamięta?
STOP non stop, czyli 70 lat Stowarzyszenia Technicznego Odlewników Polskich w Elblągu